Erafloir
Les érafloirs sont des appareils à axe horizontal et cage rotative. Ils ont la fonction d'érafler la vendange préalablement égouttée provenant de récolte manuelle ou mécanique et d'éliminer tout corps étranger pouvant détériorer le matériel placé en aval.
Ils peuvent être utilisés seuls ou associés à une table de tri manuelle placée avant ou après, à une table vibrante d'égouttage ou à un trieur mécanique placé après.
Ils peuvent être utilisés seuls ou associés à une table de tri manuelle placée avant ou après, à une table vibrante d'égouttage ou à un trieur mécanique placé après.

Pièces constitutives d'un érafloir
Les batteurs
Les batteurs (ou hérissons) ont des battes (ou tiges) disposées en hélice sur l'arbre rotatif. Les batteurs sont métalliques ou en plastique, parfois réglables en orientation et en longueur, solidaires de l'arbre ou non. L'axe des batteurs est parfois excentré vers le bas de la cage pour faciliter le dégagement des feuilles. Sur la plupart des modèles, un variateur de régime permet de régler leur vitesse de rotation.- Les batteurs droits à embouts cylindriques en plastique ou en acier inoxydable présentent une surface d'impact sur la vendange réduite, compensée par un nombre de batteurs plus important.
- Les batteurs à embouts rapportés en matière plastique ou en acier inoxydable, réglables en inclinaison, permettent de régler la surface d'impact sur la vendange et, également, de modifier la vitesse d'évacuation des rafles.
- Les batteurs plats en forme de pales sont souvent amovibles, boulonnés sur l'axe de rotation. Cette disposition offre une plus grande surface d'impact sur la vendange.
Batteurs cylindriques
 Batteurs à embouts rapportés
Batteurs à embouts rapportés
Batteurs plats
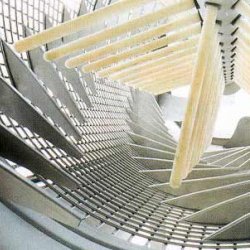
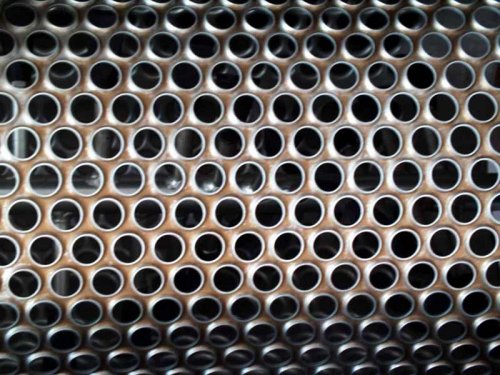
La cage rotative
La cage cylindrique ajourée contient les batteurs. L'objectif est de séparer les rejets des produits nobles.Les cages rotatives tournent soit dans le même sens que le batteur, soit en sens inverse. Leur vitesse de rotation est environ dix fois plus faible que celle des batteurs. Certains modèles intègrent également un variateur de régime spécifique pour la cage.
Les perforations de la cage pour le passage des baies peuvent avoir 20 à 35 mm de diamètre ou de largeur.
Les cages cylindriques peuvent être de différentes natures :
- Tôle à perforations embouties (ou bords repoussés) pour éviter la dilacération des rafles
- Montages de tiges emboîtables ; les éléments sont amovibles
- Grillage en acier inoxydable soudé présentant une grande surface d'alvéoles
- Grillage en fils tressés
Tôle à perforation emboutie

Tiges emboîtables
Les cages sont disposées horizontalement et ont un mouvement rotatif continu. Ces éléments sont mis en rotation à l'aide de moteurs électriques et protégés par un ou plusieurs capots. Ils sont généralement alimentés à partir d'une trémie d'alimentation.
Les éléments optionnels
L'érafloir peut être associé à d'autres matériels comme :- un fouloir
Le foulage provoque un écrasement des baies. Il est fortement recommandé pour les vinifications classiques en rouge.
De nombreux modèles d'érafloirs sont prévus pour être associés, souvent en option, avec un fouloir. Celui-ci peut être incorporé à l'érafloir ou être amovible ou escamotable.
Le fouloir est constitué de plusieurs rouleaux crénelés. L'écartement des rouleaux est parfois réglable, de manière à adapter le foulage à la taille des baies.
De nombreux modèles d'érafloirs sont prévus pour être associés, souvent en option, avec un fouloir. Celui-ci peut être incorporé à l'érafloir ou être amovible ou escamotable.
Le fouloir est constitué de plusieurs rouleaux crénelés. L'écartement des rouleaux est parfois réglable, de manière à adapter le foulage à la taille des baies.

Fouloir
- les déflecteurs obliques
- les vis sans fin
Ce système est recommandé si le rythme d'approvisionnement de l'érafloir n'est pas constant.

Vis sans fin
- les grilles d'écoutage
Cependant, elle ne peut pas se substituer à l'égouttage principal fortement recommandé en amont (benne, conquet, table d'égouttage).
- les trappes de non-éraflages
- le réglage de l'inclinaison
Points de vigilance
Facilité de démontage et de nettoyage
La facilité de démontage, de nettoyage et d'entretien d'un érafloir est un élément important pour l'hygiène, l'efficacité et la durée de vie d'un appareil.- Démontage
De même, l'implantation de l'appareil doit permettre son démontage total. Il faut éviter les endroits exigus ou difficiles d'accès.
Certains appareils permettent d'isoler les éléments d'entraînement du circuit de la vendange pour faciliter le nettoyage.
- Nettoyage
Ces systèmes de décolmatage permettent de ralentir le colmatage de la cage. Ils ne dispensent pas d'un démontage et d'un nettoyage complet en fin d'utilisation (après chaque journée ou demi-journée). Cette remarque concerne également les systèmes de nettoyage eux-mêmes (Ex : nettoyage de la brosse de décolmatage).

Erafloir démonté
Adaptation du débit du chantier de réception en fonction des apports au cuvier
Cette méthode est générale mais, avant tout achat, chaque cas particulier doit être examiné attentivement avec le fournisseur.- Le chantier de récolte et de transport débite N tonnes à l'heure vers le cuvier.
- Le temps de travail effectif estimé de l'érafloir sur la vendange est de X%. Le reste du temps, qu'il ne faut pas sous-estimer, est constitué par le réglage, le nettoyage, l'égouttage, le temps d'attente entre deux remorques, etc...
Le débit de fonctionnement de l'érafloir doit être de : N x 100 / X
Exemple : Pour un apport horaire moyen de 6 tonnes, et un taux de fonctionnement effectif estimé à 60 %, le débit de l'érafloir doit être : 6 x 100 / 60 = 10 t/h
- L'érafloir étant le matériel de base, les autres machines qui lui sont associées en aval doivent avoir un débit supérieur d'environ 5%. Pour les mêmes raisons, les débits d'alimentation en amont (conquet, remorques, convoyeur ou table de tri) doivent, eux, être inférieurs de 5% à ce débit.
- Lorsque la machine de base est la table de tri, le débit nominal de l'érafloir devrait être de 5% supérieur à celui de la table de tri sous peine de sous alimenter l'érafloir et de diminuer son efficacité.
- Dans tous les cas, il est souhaitable que tous les éléments de la chaîne (tapis, conquet, benne ou table de tri) disposent de variateurs de vitesse, de manière à pouvoir travailler au débit le plus faible possible. On diminue ainsi considérablement les phénomènes de trituration de la vendange qui peuvent être néfastes à la qualité du vin qui en est issu.
Mode d'approvisionnement
- Choisir un modèle qui assure ce débit avec une vitesse de rotation des batteurs lente (Ex : pour un débit nécessaire de 15 t/h, choisir un modèle capable de travailler entre 12 et 20 t/h).
- Pour un approvisionnement à débit irrégulier, préférer une trémie munie d'une vis d'alimentation qui régularisera le débit et améliorera la qualité de l'éraflage.
- Pour un approvisionnement direct par remorque à vis ou à fond mouvant, préférer une trémie de grandes dimensions.
Type d'approvisionnement
- Pour obtenir un éraflage de qualité et adapté aux caractéristiques parfois très variables des différents cépages, préférer les appareils munis de variateurs de vitesse de rotation des batteurs.
- Choisir une cage avec des perforations bien adaptées aux cépages de l'exploitation.
- Pour la vendange mécanique, préférer un appareil muni d'une grille d'égouttage. L'égouttage total de la benne ou du conquet avant l'éraflage est fortement recommandé.
- Pour la vendange récoltée à la machine, le modèle doit être d'une robustesse à toute épreuve pour éliminer éventuellement les corps étrangers sans dommage.
Facilité de nettoyage, de la sécurité et du service après vente
- Choisir un appareil entièrement et facilement démontable pour favoriser les nettoyages fréquents et l'entretien du matériel.
- Pour des raisons de sécurité évidentes, préférer toujours des appareils munis de systèmes qui arrêtent automatiquement les moteurs en cas d'intervention sur les éléments rotatifs.
- La norme CE engage la responsabilité du constructeur qui indique par ce label que son appareil répond aux normes de sécurité édictées par la Communauté Européenne et le Code du Travail.
- Une panne d'érafloir peut avoir des conséquences catastrophiques sur le déroulement de vos vendanges. Ne négligez pas la qualité du service après vente.
Position dans la chaine de réception
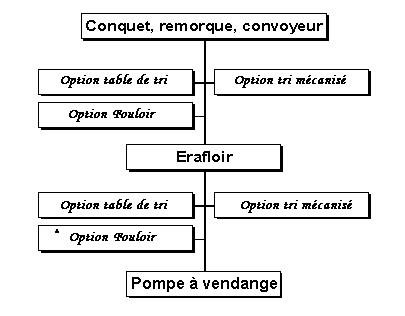
L'érafloir fait partie de la chaîne de réception de la vendange. L'organigramme suivant présente les différentes possibilités d'implantation d'un érafloir dans cette chaîne.
Des travaux d'expérimentation ont permis de mettre en évidence les avantages et les inconvénients des différents positionnement de la table de tri ou du fouloir.
Des travaux d'expérimentation ont permis de mettre en évidence les avantages et les inconvénients des différents positionnement de la table de tri ou du fouloir.
- Table de tri avant éraflage
- Table de tri après éraflage
- Fouloir
Méthode de détermination du débit nécessaire d'un chantier de réception en fonction des apports au cuvier.
Contrôle de la qualité de l'éraflage
Des mesures menées conjointement par la Chambre d'Agriculture de la Gironde et par l'IFV Bordeaux-Blanquefort permettent de déterminer la qualité du travail des érafloirs. Ces mesures sont effectuées sur différents cépages afin de comparer la qualité de l'éraflage selon les raisins. Quatre critères permettent de déterminer la qualité de l' éraflage seul, sans foulage :- l'efficacité permet d'évaluer la capacité d'éraflage de l'appareil
Elle est calculée de la façon suivante :
Efficacité % = [(A - B)/A] x 100
A = % de (rafles + débris divers) dans la vendange avant éraflage (masse)
B = % de (rafles + débris divers) dans la vendange encuvée (masse)
Cette valeur d'efficacité doit se situer entre 80 et 100% pour la vendange cueillie manuellement. Elle dépend du cépage, de l'état sanitaire et de l'état de maturité.Pour une vendange récoltée mécaniquement, le pourcentage en poids de rafles et débris divers avant éraflage est souvent faible (de 2 à 4 %). L'erreur sur la pesée entraîne alors une incertitude trop grande sur l'estimation de l'efficacité. Celle-ci est alors jugée uniquement par le pourcentage de rafles et débris divers dans la vendange encuvée :A = % de (rafles + débris divers) dans la vendange avant éraflage (masse)
B = % de (rafles + débris divers) dans la vendange encuvée (masse)
Cette valeur doit être inférieure à 1%.
- la brutalité permet de connaître l'influence de l'action mécanique de l'appareil sur la vendange
Elle est calculée de la façon suivante :
Brutalité % = [(A - B)/A] x 100
A = % de baies entières dans la vendange avant éraflage (masse)
B = % de baies entières dans la vendange avant foulage (masse)
Il n'existe pas de valeur préconisée pour la brutalité. Cette donnée dépend en effet énormément du cépage, de l'état sanitaire et de l'état de maturité. Elle doit être la plus faible possible.
A = % de baies entières dans la vendange avant éraflage (masse)
B = % de baies entières dans la vendange avant foulage (masse)
- le pourcentage de baies dans les rejets
Le pourcentage de baies dans les rejets
% Baies = [A / B] x 100
A = Masse de baies dans les rejets
B = Masse de rejets.
Ce pourcentage doit être le plus faible possible pour des raisons économiques évidentes. 0,5% de baies dans les rejets représente environ 0,4 g par kg de vendange éraflée soit 40 L de vin pour un chai vinifiant 1000 hL
A = Masse de baies dans les rejets
B = Masse de rejets.
- le contrôle visuel de l'état de dilacération des rafles
Il n'existe pas de valeurs constantes pour ces quatre critères et pour un matériel donné. Pour optimiser chacun d'eux, l'érafloir devra être réglé en cours de campagne, en fonction des éléments suivants :
- La maturité des baies : Les baies très mûres sont sensibles à la brutalité d'un appareil.
- Le cépage : La résistance à l'éclatement des baies varie selon les cépages. De plus les baies tiennent plus ou moins bien à la rafle, selon la maturité.
- Le débit d'approvisionnement : Pour obtenir une bonne qualité d'éraflage, il est impératif que l'alimentation soit constante et bien adaptée au débit de l'appareil.
- La qualité de la vendange avant éraflage : L'efficacité évolue aussi en fonction du taux d'impuretés dans la vendange apportée et de son état sanitaire.
La sécurité
La sécurité est un point essentiel sur toute machine qui dispose d'éléments en rotations. Les appareils équipés d'un bouton poussoir d'arrêt d'urgence, ou mieux, de dispositifs d'arrêt automatique lors du maniement des capots latéraux doivent être exigés. En règle générale, tout appareil neuf doit satisfaire aux nouvelles réglementations européennes concernant la sécurité. Le sigle CE doit apparaître clairement sur l'appareil et sur la notice d'utilisation et d'entretien qui doit être fournie à l'achat. En effet, dès le 1er Janvier 1997, toutes les machines en service dans les caves, qu'elles soient neuves ou anciennes, devront être mises en conformité avec le Code du Travail (Articles R 233-15 à R 233-30). Le descriptif de ces normes peut être obtenu auprès des Caisses Régionales de Mutualité Sociale Agricole.Attention : Ces normes concernent également les matériels d'occasion. En cas d'accident, le vendeur -même particulier- est pénalement responsable de la non-conformité du matériel vendu.
Les dysfonctionnements : Questions - Réponses
Mon érafloir n'élimine pas suffisamment de rafles
L'appareil est insuffisamment ou irrégulièrement alimenté :→ augmenter ou régulariser le débit l'approvisionnement de l'érafloir.
La vitesse de rotation des batteurs n'est pas suffisante :
→ augmenter la vitesse de rotation.
Les rafles ou portions de rafles passent par les perforations de la partie terminale de la cage qui est trop longue :
→ obstruer cette partie de la cage à l'aide d'une "chaussette" prévue par certains constructeurs.
Les perforations de la cage ont une section trop importante et laissent passer des rafles :
→ contacter le constructeur afin d'installer sur votre modèle une cage avec des perforations de plus faibles dimensions
Les rafles sont dilacérées par mon érafloir
La vitesse des batteurs est trop élevée :→ diminuer la vitesse, tout en vérifiant que l'efficacité reste correcte.
Le débit d'approvisionnement ou d'évacuation n'est pas suffisant, les rafles restent trop longtemps dans la cage et sont dilacérées :
→ vérifier qu'il n'y a pas un bouchon au niveau de l'évacuation des rafles ;
→ augmenter si besoin le débit d'approvisionnement.
La cage utilisée comporte peut être trop d'angles vifs :
→ contacter le constructeur afin d'installer un autre type de cage.
J'ai énormément de baies dans les rejets
La vitesse de rotation des batteurs n'est pas suffisante :→ augmenter la vitesse tout en vérifiant que les rafles ne sont pas trop dilacérées.
La cage est colmatée :
→ arrêter l'érafloir, ouvrir et nettoyer la cage.
Les perforations de la cage ont une section trop faible pour le passage des baies :
→ voir avec le constructeur s'il est possible d'installer sur votre modèle une cage avec des perforations de sections plus importantes.
L'appareil n'est pas horizontal mais incliné exagérément vers l'évacuation :
→ modifier l'inclinaison de l'appareil (point haut à l'évacuation des rafles).
J'ai un bourrage dans la trémie de l'érafloir
Les batteurs ne tournent pas dans le bon sens→ arrêter l'érafloir et vérifier le branchement électrique.
Le débit d'approvisionnement est trop important :
→ le diminuer.
La cage est colmatée : arrêter l'érafloir ;
→ ouvrir et nettoyer la cage.
Il y a un bouchon au niveau de l'évacuation des rafles :
→ évacuer les rafles plus rapidement.
Documentation
Voir la liste des documentsVoir + 
