Pulvérisateur
Les pulvérisateurs viticoles se composent de plusieurs éléments essentiels comme la cuve, la pompe, les buses et peuvent être de type porté, semi-porté ou traîné. La régulation de la pression et la filtration sont cruciales pour une pulvérisation efficace, tandis que les pompes et les systèmes de ventilation jouent un rôle clé dans la distribution uniforme de la bouillie.
Le réglage précis en début de saison et le bon entretien du pulvérisateur sont indispensables pour une qualité de pulvérisation satisfaisante.


Qu'est-ce que la pulvérisation ?

- Les traitements de couverture de l'ensemble du feuillage
- Les traitements localisés sur la zone fructifère
Les technologies de pulvérisation
Il existe trois grandes technologies de pulvérisation en viticulture :- le jet projeté (principalement utilisée pour le désherbage)
- le jet porté
- le pneumatique
Par ordre chronologique de progression du liquide dans le pulvérisateur, on rencontre :
- La cuve
- Le filtre (aspiration)
- La pompe
- Le régulateur
- Le(s) distributeur(s)
- Les tronçons de rampes
- Le(s) filtre(s)
- Les buses ou pastilles
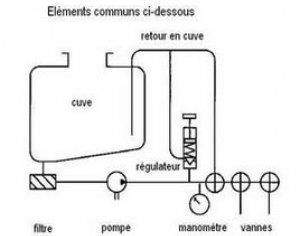
Eléments communs pulverisation
Eléments consitutifs d'un pulvérisateur
Châssis, système d'attelage, cuve et essieu
Le châssis
Généralement de conception mécano-soudé, le châssis d'un pulvérisateur viticole est composé de profilé en "U" ou en "tube". Le profilé en "U" offre certains avantages, en particulier la résistance à la corrosionLorsque le châssis est composé d'un profilé en "tube", il est important de veiller à ce que les extrémités du châssis soient obturées pour éviter les phénomènes de corrosion interne.Le système d'attelage
Il existe 3 grandes familles d'attelage :- Porté

Pulvérisateur porté (sur le 3 points) - Nicolas
- Semi porté
 Pulvérisateur semi-porté (3 points + attelage) - Clemens
Pulvérisateur semi-porté (3 points + attelage) - Clemens- Traîné

Pulvérisateur traîné (attelage) - Nicolas
Les cuves
- La cuve principale (ou tonneau) constitue le réservoir de bouillie de l'appareil.
- La cuve de rinçage contient de l'eau claire nécessaire au nettoyage des circuits et à la dilution des fonds de cuve. Elle doit être au moins égal à 10% du volume de la cuve principale.
- Enfin, une troisième cuve est destinée au rinçage des mains et/ou des buses.
Elles sont généralement réalisées en polyéthylène ou en polyester stratifié mais on peut également trouver des cuves de fabrication “maison” en inox, principalement sur des enjambeurs lorsqu'on cherche à avoir du “sur-mesure”.
| Matériaux | Avantages | Limites |
|---|---|---|
| polyéthylène | ▪ Nettoyage facilité ▪ Résistante |
▪ Difficile à réparer |
| polyester stratifié | ▪ Facile à réparer | ▪ Rugosité intérieure complexifie le nettoyage ▪ Sensible aux chocs et vibrations |
Lorsque l'on parle de volume de cuverie, il faut distinguer le volume nominal, total, résiduel diluable et résiduel total.Volume nominal de la cuve = capacité maximale de la cuve.Volume total de la cuve = volume nominal + 5% de volume (sécurité)Volume résiduel diluable = volume de liquide restant dans le fond de la cuve après désamorçage de la pompe + dans le circuit de retour en cuve + dans les retours compensés + dans les filtres + dans le système d'agitation + dans les tuyaux de l'éventuel bac d'incorporation des produits.Volume résiduel total = volume résiduel diluable + volume de bouillie restant dans les tuyaux de la cuve jusqu'aux diffuseurs.
L'essieu
On trouve sur le marché trois types d'essieux :- Essieu simple
- Essieu double
- Essieu boggie
Le choix du type d'essieu est raisonné en fonction de différents objectifs :
- volume à embarquer
- stabilité recherchée lors des traitements
- limitation du tassement des sols.
Les essieux doubles ou boggie offrent une bonne stabilité lors des chantiers de pulvérisation, limitent la pression au sol et par conséquent les phénomènes de tassement. Ils présentent en revanche l'inconvénient de réduire le rayon de braquage.
La pompe
C'est en quelque sorte le coeur du pulvérisateur. La pompe assure le déplacement du liquide, non seulement destiné à la pulvérisation mais aussi à l'agitation dans la cuve. Elle est caractérisée par une courbe caractéristique qui représente la capacité de la pompe à déplacer la bouillie de traitement en fonction de la pression recherchée.Il existe sur le marché plusieurs familles de pompe :
- Les pompes centrifuges
Principe de fonctionnement d'une pompe centrifuge :
Le liquide est aspiré au niveau de l'axe de la roue à aube. L'écoulement du liquide est obtenu par l'effet de la roue à aubes tournant à grande vitesse. La force centrifuge envoie le liquide vers le refoulement en lui faisant acquérir une énergie cinétique qui sera transformée en pression.
- Les pompes à pistons
Principe de fonctionnement d'une pompe à piston :
Le piston se déplace de façon rectiligne avec un mouvement alternatif, ceci afin de mettre le liquide sous pression. Un clapet d'aspiration et un de refoulement permettent l'entrée et la sortie de la bouillie. Pour régulariser le débit, la pompe est munie d'une cloche à air qui permet de lisser la pression (écrêtage des basses et des hautes pressions).
- Les pompes à pistons-membranes
Principe de fonctionnement d'une pompe à pistons-membranes :
Le piston est encadré par deux membranes. Le mouvement alternatif de ce piston est en phase avec les membranes d'aspiration ou de refoulement. Un clapet d'aspiration et un clapet de refoulement permettent l'entrée et la sortie de la bouillie. De même que les pompes à piston, elles sont généralement associées à une cloche à air.
La cloche à air

Cloche à air
Les filtres
- le tamis : situé au niveau du trou d'homme, il permet de retenir les éléments grossiers tels que des grumeaux formés lors d'une mauvaise préparation de la bouillie
- le filtre d'aspiration de la pompe: il se situe entre la cuve et la pompe
- le filtre de refoulement de la pompe (optionnel) : il se trouve entre la pompe et le système de régulation.
- les filtres tronçons : ils sont positionnés après les vannes de coupure de tronçons et les diffuseurs
- les filtres de buses : ils sont positionnées en derniers, juste avant les diffuseurs pneumatiques ou les buses.

Tamis de remplissage du pulverisateur
- filtre situé à l'aspiration : 32 à 50 mesh
- filtre de tronçon : 50 à 80 mesh
- filtre au niveau des buses : 80 à 100 meshPour rappel :
La capacité de filtration des derniers niveaux de filtration doit être adaptée en fonction du risque de bouchage des buses et des préconisations indiquées par les fournisseurs.
Il est possible de jouer sur la finesse de filtration mais également sur le volume du bol de filtration en cas de colmatage des filtres.
- Une filtration trop lâche peut entraîner un bouchage des buses.
- Une filtration trop serrée peut entraîner un colmatage des filtres.
Il existe un code couleur international (généralement respecté) permettant de connaître la capacité de filtration du filtre (voir ci-contre)
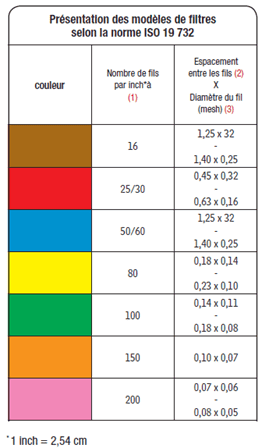
Tableau de correspondance MESH

- Certains fournisseurs proposent des filtres avec un bol transparent. Cela est particulièrement utile pour connaître l'état de propreté du filtre sans avoir à le démonter.
La régulation
Le régulateur

Régulateurs pulverisateur
- La régulation à pression constante
- La régulation par retour calibré (appelés aussi DPM : débit proportionnel au régime moteur).
Le gros avantage de ce type de régulation étant d'obtenir un débit pratiquement proportionnel à l'avancement sur une vitesse engagée et dans une plage de 150 tours de régime de prise de force (450 à 600 tr/min).
Les DPAE
« Débit Proportionnel à l'Avancement Électronique" : ces systèmes permettent de réguler le débit en fonction de la vitesse d'avancement afin de maintenir le même volume/ha. Ce sont des consoles reliées à un capteur de pression et/ou un débitmètre ainsi qu'un capteur de vitesse (GPS ou capteur positionné sur la roue). Le système régule la pression en fonction du volume/ha choisi par rapport à la vitesse d'avancement du tracteur, une fois que la largeur de travail a été paramétrée dans le système. Ces consoles permettent également de commander l'ouverture/fermeture des tronçons, d'afficher et de régler les différents paramètres de la pulvérisation (débit, pression, vol/ha…). Attention, certains paramètres affichés sur la console sont parfois (souvent) calculés et non mesurés, donnant parfois l'illusion à l'utilisateur d'une précision/réactivité qu'ils ne peuvent pas permettre d'atteindre !Les distributeurs ou vannes
Un pulvérisateur est en général équipé d'un distributeur de coupure générale et de distributeurs par tronçons de rampe. Pour des raisons de sécurité (pas de bouillie en cabine), les distributeurs à commande manuelle sont interdits dans les cabines fermées. Ils sont alors remplacés par des électrovannes ou des vannes motorisées. C'est pour des raisons de fiabilité et d'entretien que la vanne motorisée est préférée à l'électrovanne, néanmoins, l'électrovanne présente l'avantage d'une fermeture quasi instantanée.Le temps de fermeture d'une vanne motorisée peut atteindre 1 seconde. Les deux dispositifs de fermeture doivent être adaptés aux pressions de service dans le circuit, sous peine de détérioration rapide. Les vannes à retour compensé réglable permettent de conserver une pression stable lors de la fermeture d'un tronçon de rampe.

Distributeurs de pulvérisateur

Les rampes
Elles supportent les porte-buses ou les diffuseurs dont le nombre est variable suivant les appareils. Leur configuration est très différente selon le type de matériel.Les porte-buses
Support de la buse ou de la pastille, ils comportent généralement des anti-gouttes qui permettent l'arrêt net de la pulvérisation à la fermeture d'une vanne.La pression d'ouverture des anti-gouttes est de l'ordre de 0,3 à 0,8 bar.

Porte buses
Le manomètre
Le manomètre est un élément clé sur un pulvérisateur, au même titre que le compteur de vitesse est indispensable non seulement au réglage du pulvérisateur, mais aussi au contrôle pendant le travail. Le manomètre indique la pression à l'endroit où il est installé. Cette pression peut être différente au niveau des buses en fonction des pertes de charge du circuit (longueur et diamètre des tuyaux d'alimentation, présence d'obstacles à l'écoulement tels des coudes, anti-gouttes, obstruction du tuyau...).

Manometre digital
Deux types de manomètres sont utilisés :
- Le manomètre à aiguille (à tube de Bourdon) qui utilise la déformation d'un tube de laiton cintré pour déplacer l'aiguille et indiquer la pression sur un cadran.
- Le manomètre électronique qui utilise une jauge de contrainte pour la mesure et un afficheur digital.
Pour les pulvérisateurs équipés d'un manomètre digital, il est recommandé d'y ajouter un manomètre à aiguille qui permettra de vérifier l'information délivrée et de détecter plus facilement un problème.

Manomètre à aiguille
- Ci contre, un manomètre avec une précision de 0 à 5 bars, idéal pour les pulvérisateurs pneumatiques.
La ventilation
Le flux d'air est un paramètre très important garantissant la réussite de la pulvérisation. Il peut être généré par un ou plusieurs ventilateurs suivant les modèles de pulvérisateurs.Pour les pulvérisateurs pneumatiques, la vitesse d'air fragmente le liquide (bouillie) en gouttelettes et joue également un rôle dans le brassage des feuilles, ainsi que dans la pénétration du produit à l'intérieur de la végétation.Pour les pulvérisateurs à jet porté, la fonction principale du flux d'air est de porter les gouttes vers la végétation en la brassant afin d'avoir une bonne répartition de la bouillie sur l'ensemble de la canopée.Les panneaux récupérateurs
Historiquement utilisés pour les traitements d'hiver à l'arsenite de soude, les pulvérisateurs à panneaux récupérateurs avaient, depuis l'interdiction de ce produit en novembre 2001, rejoint l'obscurité des hangars. Toutefois, les nouvelles préoccupations environnementales et le plan ECOPHYTO leur ont donné une deuxième jeunesse. Si les premiers appareils destinés à réaliser des traitements hivernaux étaient de conception simple (généralement un seul panneau en jet projeté), l'usage qui leur est désormais dévolu (traitements tout le long de la saison) les a considérablement fait évoluer en les dotant notamment d'une soufflerie. Principalement montés en jet porté (mode de production des gouttelettes plus en adéquation avec la récupération), on trouve néanmoins quelques matériels pneumatiques équipés de panneaux. On trouve différents systèmes de récupération de la bouillie au fond des panneaux. Il s'agit généralement d'une pompe à piston dédiée mais il n'est pas rare de trouver une pompe péristaltique ou des hydro-injecteurs. S'ils permettent d'économiser environ 30 % de bouillie sur une campagne entière, ils présentent de nombreux inconvénients (coût, encombrement, débit de chantier…) qui a considérablement limité leur extension. Le vignoble de Cognac (vignes larges, pentes modérées) est celui où la part de pulvérisateurs équipés de panneaux est, de loin, la plus importante.

Pulvérisateur Bertoni (Arcobaleno) - Crédit photo IFV (Davy)

Pulvérisateur Dagnaud (Turbipano) - Crédit photo IFV (Davy)

Pulvérisateur Friuli (Recovery) - Crédit photo IFV (Davy

Pulvérisateur Dhugues (montage sur enjambeur pour vignes à 1,5 m) - Crédit photo IFV (Davy)
Réglages et utilisations
Il n'existe pas de réglage standard car chaque pulvérisateur est différent et les constantes de pulvérisations sont également différentes en fonction du tracteur qui l'accompagne, des objectifs et des contraintes de pulvérisation.
Formule de réglage du volume de bouillie / ha
Voici la formule de calcul pour connaitre son volume de bouillie appliqué par hectare
V (km/h) x L (m)
- Q : quantité de bouillie que l'on veut épandre en litre par hectare (L/ha)
- D : débit total du pulvérisateur en litre par minute (L/min)
- V : vitesse d'avancement en km/heure
- L : largeur de travail en mètre (c'est la distance entre 2 passages du tracteur
Démonstration par l'exemple :
Débit total des buses du pulvérisateur : 12 L/min
Vitesse de travail : 5 km/h.Le volume de bouillie pulvérisé par hectare sera de :
Vol (L/ha) = (600 x 12) / (5 x 8) = 180 L/ha
Mesure du débit aux buses
Cette méthode est à privilégier lorsqu'il est possible de la mettre en oeuvre (coupure de la ventilation) car, si elle est plus longue, elle permet de détecter des hétérogénéités de débits entre les différentes buses ou diffuseurs. Simple à réaliser, il suffit de se munir d'une éprouvette et d'un chronomètre puis de mesurer le volume de liquide qui s'écoule de chaque buse (ou diffuseur) pendant une minute.
- Ci contre, pas besoin d'éprouvette ni de chronomètre, le débitmètre digital donne une lecture directe du débit de chaque buse en quelques secondes !
Mesure du débit total
- Remplir à ras bord la cuve du pulvérisateur après s'être assuré que tout le circuit d'alimentation est bien rempli et sans air jusqu'à la sortie des buses.
- Faire débiter le pulvérisateur pendant 5 minutes.
- Remplir le pulvérisateur avec un récipient gradué de manière à le remplir à nouveau à ras bord.
En divisant la quantité d'eau que vous avez rajouter pour refaire le plein de la cuve par 5, vous connaitrez ainsi le débit total (D) de votre appareil. Par contre, vous ne saurez pas si les débits des buses ou diffuseurs sont homogènes ou pas.

Débitmètre digital Spot On
Autres méthodes ou astuces pour mesurer les débits des buses ou diffuseurs :



Réglages des constantes de pulvérisation
Pour optimiser les réglages d'un pulvérisateur, plusieurs paramètres sont à prendre en compte. Voici les principaux :
- régime de prise de force (PTO) du tracteur -> contrôle avec un tachymètre
- déterminer une vitesse d'avancement souhaitée. Pour cela, il faut combiner avec un rapport de la boîte de vitesse et le régime de prise de force généralement calé à 540 tr/min (sauf pour les moteurs "vario" qui s'implifie la méthode). D'une manière générale, la qualité de pulvérisation a tendance à se dégrader avec l'augmentation de la vitesse d'avancement. Le choix de cette dernière résulte donc d'un compromis entre débit de chantier et qualité d'application. Généralement comprise entre 5 et 7 km/h.
- la technologie utilisée : pneumatique, jet porté...
- le volume d'air déplacé (plus il est élevé et moins l'augmentation de la vitesse d'avancement aura d'impact)
- la distance entre le diffuseur et le feuillage
- l'état du sol des parcelles traitées (sol irrégulier -> risque de ballant de la rampe)
Pour réaliser le réglage d'un appareil équipé de dispositifs mixtes (exemple mains et canons), il faut se poser la question du « qui fait quoi ?»,
C'est-à-dire de savoir quelle partie du feuillage sera traitée par tel ou tel élément. D'une telle réflexion peut découler des choix de buses différents en fonction des hauteurs de feuillage traitées par les diffuseurs ou par le nombre de diffuseurs pour traiter cette même hauteur de feuillage.
Circuit préférentiel de la bouillie
Qu'est-ce qu'un circuit préférentiel ?
Qu'est ce qui fait qu'un circuit va avoir un passage préférentiel du liquide ?
- une hauteur de refoulement différente.
- des pertes de charge différentes (longueur de circuit, diamètre de tuyauterie, présence de coude ou écrasement du tuyau)
Critères de choix techniques et économiques
Il est évident que la réussite d'un traitement est le résultat d'une synergie entre la connaissance de la maladie ou du parasite, des procédés de lutte mais aussi d'une bonne technique d'application.
Critères de choix
Adaptation au matériel de traction
- puissance disponible à la prise de force
- équilibre du tracteur pour des pulvérisateurs portés
- éventuellement débit d'huile disponible
La configuration du vignoble
- largeur de plantation
- hauteur du feuillage
- épaisseur du feuillage
- topographie (pente et/ou dévers)
Simplicité du matériel et débit de chantier
Points particuliers à surveiller
Jauge de cuve :
Une jauge sèche (pas de contact avec la bouillie) permettra de rester lisible de loin après plusieurs années. Sa visibilité depuis la cabine est évidemment un plus.Cuve de rinçage :
Réglementairement, elle doit avoir une capacité supérieure ou égale à 10% du volume de la cuve principale.Bidon lave mains :
Présence obligatoire et bonne accessibilité.Manomètre :
Il doit être précis et adapté à la pression de travail d'utilissation. Positionnement de manière à être facilement vu par le tractoriste.Anti gouttes :
Présences obligatoires pour la réglementation PAC.Filtres :
Nombre et facilité de nettoyage, respect de la graduation de filtration.Réglage des diffuseurs :
Le fait de pouvoir leur donner un angle vertical (inclinaison) et/ou un angle horizontal (orientation) est souvent un point important pour améliorer la couverture du végétal.
Sécurité et contrôle technique
Conception de la machine : sécurité de l'opérateur
Cette directive fixe les règles de conception et de construction pour répondre aux exigences essentielles de santé et de sécurité pour l'opérateur. Cette Directive Machine (2006/42/CE) va être remplacée par le Règlement Machines 2023 (1230) qui a été publié le 29 juin 2023 mais n'entrera en vigueur que le 20 janvier 2027.
Conception de la machine : environnement
- Précision de l'application et prévention de la dérive
- Facilité de maintenance et de nettoyage
- Possibilité de connecter facilement des appareils de mesure tels que les capteurs de pression, débitmètres (notamment pour le contrôle technique)
Contrôle technique des pulvérisateurs
- L'état général de l'appareil
- La présence des éléments de sécurité
- L'état des bouchons, le fonctionnement des systèmes de remplissage, vidange…
- L'état des tuyaux, flexibles, circuits…
- Le bon fonctionnement des instruments de mesure : manomètres…
- L'état des filtres
- Les débits de buses, pastilles
Rappels sur les réglementations concernant ZNT, DSR, DVP et bandes tampons
Nouvelles technologies & pulvérisation
Bien qu'encore peu développées dans le domaine de la pulvérisation, les nouvelles technologies apparaissent timidement pour faciliter les travaux de traitement et/ou de traçabilité. Il s'agit le plus souvent de capteurs/actionneurs couplés à un GPS. Ils peuvent permettre de moduler la dose à l'échelle intra-parcellaire et/ou de couper automatiquement les tronçons en fin de rang (ce qui est particulièrement utile dans le cas de vignes étroites dont les rangs ne font pas tous la même longueur).Les buses PWM peuvent apporter de nouvelles solutions techniques pour faire un pas de plus vers la pulvérisation de précision
.
Enfin, des outils de traçabilité ont également fait leur apparition pour essayer d'automatiser et de simplifier l'enregistrement des travaux agricoles et de la pulvérisation en particulier.D'autres outils ont également été développés pour accéder facilement à des données météo passées et/ou prévisionnelles (stations météo, données spatialisées…). Ils sont souvent associés à des modèles ou des Outils d'Aide à la Décision
(https://decitrait.vignevin-epicure.com/login) pour aider le viticulteur/conseiller à mieux positionner les traitements et choisir la dose de produit à apporter. Certains permettent d'établir une traçabilité simplifiée des opérations de traitement.
Controle de la qualité de pulvérisation par produit fluorescent
Un projet, financé par la Région Nouvelle Aquitaine, a été de développer un outil d'évaluation de la qualité de la pulvérisation. Il a est mené par la Chambre d'Agriculture de la Gironde, le CTIFL et l'IFV dans le cadre du projet Eval'Pulvé.

Boitier avec éclairage UV + smartphone
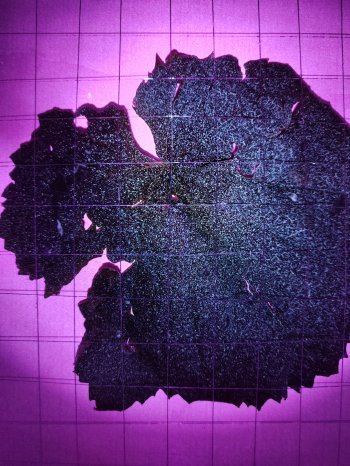
Visualisation des impacts sur feuille
Fonctionnement
- La pulvérisation s'effectue sur la vigne avec un traceur fluorescent fourni par notre partenaire Jean-Louis Talon, ce traceur a la particularité de fluorescer y compris une fois sec.
- L'acquisition d'images s'effectue sur le terrain et en journée. Grace au smartphone et au boitier, plus besoin d'attendre le couché du soleil pour visualiser les résultats sur le feuillage.
Analyse d'image et interprétation
- Le nombre d'impacts au cm ²
- Une estimation de la taille médiane des gouttes (vmd)
- Une estimation du taux de couverture sur la feuille et du vol/ha
Le traitement s'effectue à postériori sur ordinateur.
L'objectif final est de développer une application permettant à l'utilisateur d'auto-évaluer sa qualité d'application et de lui fournir des recommandations sur les réglages.
- Choix des techniques de pulvérisation viticulture, l'outil PERFORMANCE PULVE - 2022
- Vititunnel, un dispositif automatique de couverture de la vigne pour lutter contre le mildiou - 2021
- Tutoriel vérifier la qualité de la pulvérisation - 2020
- [TEST MATERIEL] Fiche réglage : papiers hydrosensibles, comment ça marche ? - 2020
- [TEST MATERIEL] Fiche réglage : plaques noires, comment ça marche ? - 2020
- Ordre d'introduction des produits phytosanitaires lors d'un mélange - 2020
- Fiche récapitulative de la procédure d'hivernage d'un pulvérisateur - 2019
- Les 10 règles d'or de la protection du vignoble - 2019
- PulvEco, nouvel outil en ligne pour apprécier la qualité de pulvérisation en vignes larges - 2019
- Comment optimiser l'utilisation des pulvérisateurs à panneaux récupérateurs ? - 2018
- Evaluation des poudreuses - 2017
- Arrêté du 4 mai 2017, Mise sur le marché et utilisation des produits phytopharmaceutiques - 2017
- Evaluation de l'efficacité des filets anti-dérive - 2017
- Guide pratique de réglages et d'utilisation des pulvérisateurs viticoles - 2017
- Optimisation des performances des pulvérisateurs - 2016
- Tutoriel vérifier la qualité de la pulvérisation - 2016
- Colloque réglages et choix des équipements des pulvérisateurs - 2016
- Quels matériels pour une pulvérisation durable ? - 2016
- Intérêt de l'accompagnement des viticulteurs aux réglages des pulvérisateurs - 2015
- Résultats d'essais sur les panneaux récupérateurs - 2014
- [TEST MATERIEL] Banc d'essai comparatif, pulverisateurs à panneaux récupérateurs - 2013
- Optipulvé : outil pour optimiser les doses d'application en vignes étroites - 2013
- Injection directe des produits phytosanitaires en viticulture - 2011
- Bien effectuer son contrôle de pulvérisateur - 2011
- [TEST MATERIEL] Banc d'essai comparatif, réduction de la dérive en viticulture - 2011
- [TEST MATERIEL] Banc d'essai comparatif, pulvérisation en vignes larges - 2011
- Rencontres techniques phytos pulvé - 2010
- [TEST MATERIEL] Banc d'essai comparatif, pulvérisation en vignes larges - 2009
- Tout savoir sur le stockage des produits phytosanitaires - 2008
- Quels appareils pour une pulvérisation confinée - 2008
- Préparation des bouillies et gestion des effluents phytosanitaires - 2007
- Quelles pistes pour améliorer la pulvérisation ? - 2003

